
Bien quePVCLe PPR (polypropylène copolymère aléatoire) est le matériau de tuyauterie non métallique le plus répandu au monde et constitue la norme dans de nombreuses autres régions. Le joint PPR n'est pas réalisé avec de la colle PVC, mais par fusion à chaud à l'aide d'un outil spécial. Correctement réalisé avec l'équipement adéquat, un joint PPR est parfaitement étanche.
Chauffer l'outil de fusion et préparer le pipeline
1
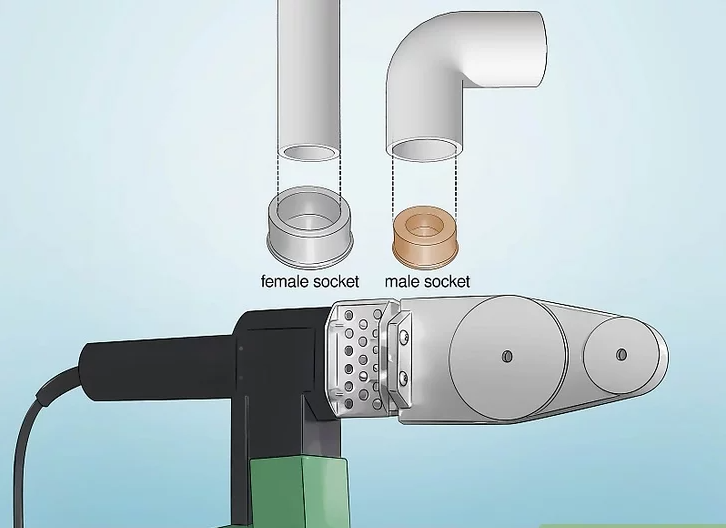
Placez une douille de taille appropriée sur l'outil de fusion. La plupartPPRLes outils de soudage sont fournis avec des paires de douilles mâles et femelles de différentes tailles, correspondant aux diamètres courants des tuyaux PPR. Par conséquent, si vous utilisez un tuyau PPR de 50 mm (2 pouces) de diamètre, choisissez la paire de douilles marquée 50 mm.
Les outils de fusion portatifs peuvent généralement gérerPPRtuyaux de 16 à 63 mm (0,63 à 2,48 pouces), tandis que les modèles de table peuvent gérer des tuyaux d'au moins 110 mm (4,3 pouces).
Vous trouverez en ligne différents modèles d'outils de fusion PPR, à des prix allant d'environ 50 $US à plus de 500 $US.
2
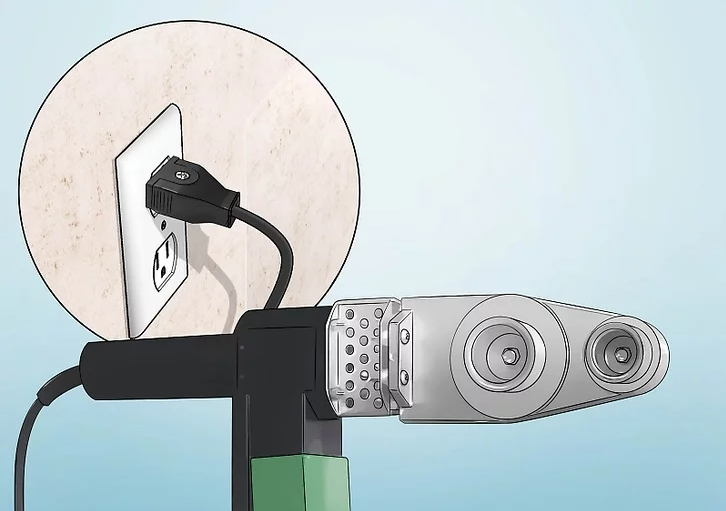
Insérez l'outil de fusion pour commencer à chauffer la douille. La plupart des outils de fusion se branchent sur une prise standard de 110 V. L'outil commencera à chauffer immédiatement ; vous devrez peut-être aussi l'allumer. Selon les modèles, il faut compter quelques minutes pour que l'outil atteigne la température requise. [3]
Soyez extrêmement prudent lors de l'utilisation de l'outil de fusion thermique et assurez-vous que toutes les personnes présentes à proximité sont conscientes de sa mise en marche et de sa température élevée. La température de la douille dépasse 250 °C (482 °F) et peut provoquer de graves brûlures.
3
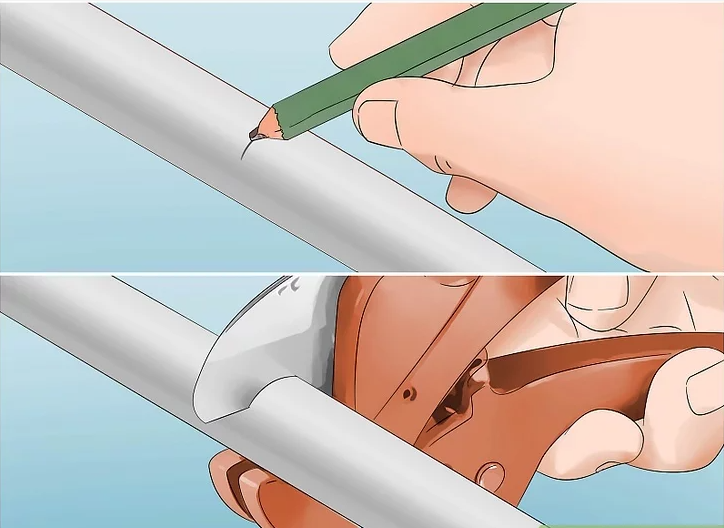
Coupez le tube à la longueur voulue avec une coupe nette et précise. Lorsque l'outil de fusion est chauffé, utilisez un outil adapté pour marquer et couper le tube à la longueur requise afin d'obtenir une coupe nette et perpendiculaire à l'axe. De nombreux kits d'outils de fusion sont équipés de coupe-tubes à gâchette ou à pince. Utilisés conformément aux instructions, ces outils permettent d'obtenir une coupe nette et uniforme dans le PPR, ce qui est parfaitement adapté au soudage par fusion. [4]
Les tuyaux en PPR peuvent également être coupés à l'aide de scies à main, de scies électriques ou de coupe-tubes à roue. Veillez toutefois à obtenir une coupe aussi lisse et régulière que possible, et utilisez du papier de verre fin pour éliminer toutes les bavures.
4
Nettoyez les composants PPR avec un chiffon et le nettoyant recommandé. Votre kit d'outils de fusion peut recommander, voire inclure, un nettoyant spécifique pour les tubes PPR. Suivez les instructions pour utiliser ce nettoyant à l'extérieur du tuyau et à l'intérieur des raccords à connecter. Laissez sécher les pièces pendant un moment. [5]
Si vous ne savez pas quel type de nettoyant utiliser, veuillez contacter le fabricant de l'outil de fusion.
5
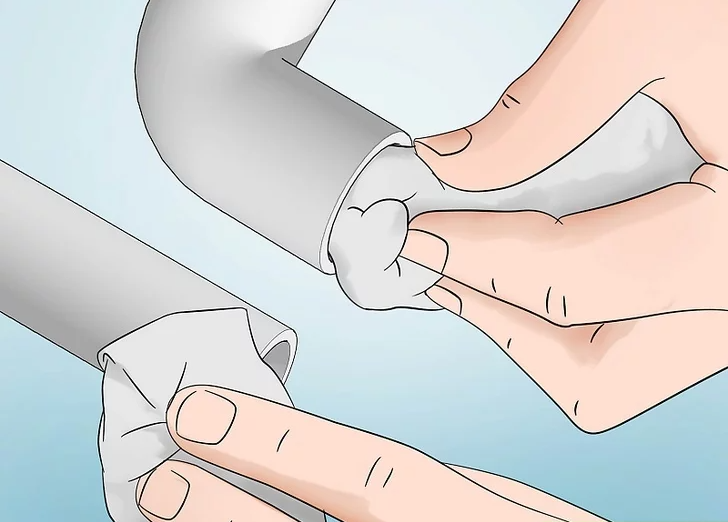
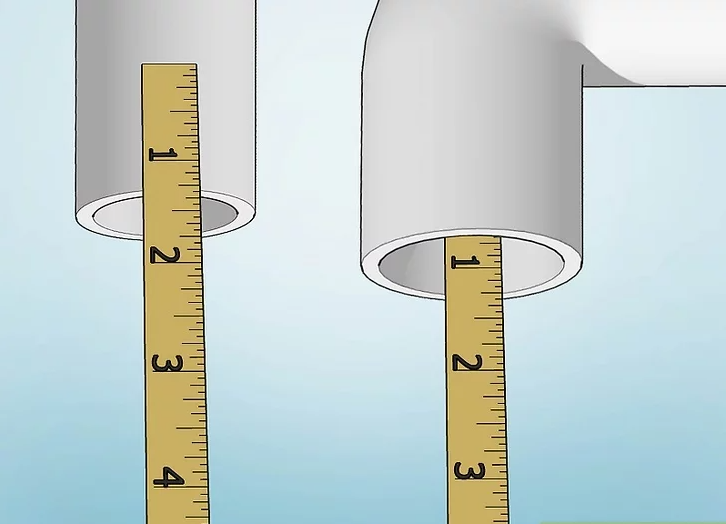
Marquez la profondeur de soudure à l'extrémité du raccord de tuyau. Votre kit de soudage par fusion peut inclure un gabarit pour marquer la profondeur de soudure appropriée sur les tuyaux PPR de différents diamètres. Utilisez un crayon pour marquer le tube en conséquence.
Vous pouvez aussi insérer le ruban à mesurer dans le raccord utilisé (par exemple, un coude à 90°) jusqu'à ce qu'il rencontre une petite arête. Soustrayez 1 mm (0,039 pouce) à cette mesure et reportez-la sur le tuyau : ce sera la profondeur de soudure.
6
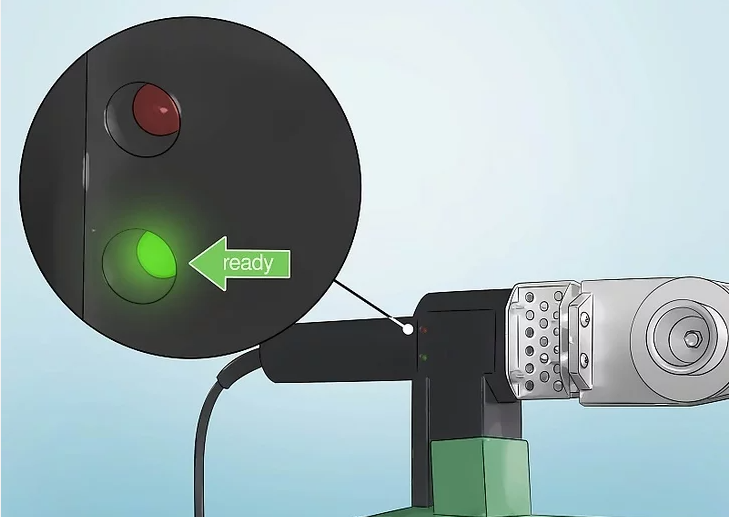
Vérifiez que l'outil de fusion est bien chaud. De nombreux outils de fusion sont équipés d'un écran indiquant lorsqu'ils sont chauds et prêts à l'emploi. La température cible est généralement de 260 °C (500 °F).
Si votre outil de fusion ne dispose pas d'un affichage de la température, vous pouvez utiliser une sonde ou un thermomètre infrarouge pour lire la température sur la douille.
Vous pouvez également acheter des indicateurs de température (par exemple, Tempilstik) dans les magasins de fournitures de soudage. Choisissez des bâtonnets de bois qui fondent à 260 °C (500 °F) et appliquez-en un sur chaque prise.
Date de publication : 31 décembre 2021





